

WLB-10KN 電子プーラーはサーボ制御システムを採用しており、均一変位荷重と均一力荷重の 2 つの荷重モード、高効率と良好な安定性を実現できます。 p>
1. 主な用途と適用範囲
WLB-10KN 電子プーラーはサーボ制御システムを採用し、均一な変位荷重と均一な力荷重の 2 つの荷重モード、高効率と優れた安定性を実現できます。デュアルセンサー機能により、測定範囲はより広く、精度はより高く、使用はより柔軟で便利です。タッチスクリーン制御、マンマシン操作インターフェイスはフレンドリーです。描画装置には移動制限と正および負の力値の過負荷保護機能が装備されており、誤操作による機器の損傷を防ぐことができます。
乾燥混合モルタル、断熱材、陶壁・床タイル接着剤、建築用積層塗料、建物外壁に使用されるパテの引張・接着強度試験に適しています。 JC/T547-2005、GB/T9779-2005、JG/T157-2004に規定される各種建材の接着強度試験に適合します。
主な機能:
1) タッチ スクリーン コントロール、ユーザー フレンドリーなインターフェイス。
2) サーボ ドライブ、連続均一変位荷重および均一力荷重。
3) デュアルセンサー機能により、標準構成はセンサー 1 つです。
4) 素早い昇降と無負荷時のワンキー自動復帰機能。
5) トラベルリミットと正負の力値の過負荷保護機能。
6) X-Y 方向の高速位置決め。特にテスト プレート上の複数のサンプルの検出に適しています。
7) 単一サンプルのテストに便利なシングルポイントクランプを装備しています。
8) ジョイント T カード ヘッドにより、標本の位置決めとロードが容易になります。
9) 試験材料の曲がりや変形を防ぐ可動プレス。 (規格外)
2. 主要テクニカル指標
1) 最大実験力: 10000N
2) 負荷解像度: 0.1N
3) 有効検出範囲: 最大実験力の 1% ~ 100%
4) 荷重測定精度: 指示値の±0.5%以内
5) 描画方法: 力値制御、変位制御、その他の制御方法
6) 描画速度範囲: 0.1mm-300mm /min
7) 試験片幅範囲: 70-500mm
8) 試験片の最大厚さ: 50mm
9) テストヘッドの最大ストローク: 100mm
3. 労働環境条件
3.1 室温 100℃ ~ 350℃の範囲内で、相対湿度は 80% 以下であること。
3.2 水平度 0.2/1000 の堅固な基礎または作業台に正しく設置してください。
3.3 振動、腐食性媒体、強い電磁界干渉のない環境。
3.4 電源電圧の変動範囲は定格電圧の ±10% を超えてはなりません。
4. 主要構造
4.1 電源の接続
図に示すように、ランダム電源を電源ポートに挿入し、前面の電源ボタンをオンにすると、出荷前にセンサー ケーブルが接続されます。

4.2 実験位置の調整
上図に示すように、試験ブロックの数に応じて、一点引張治具 (10 個でランダム) を取り付け、治具の位置を固定し、プルヘッドの位置を手動で調整できます。 、テスト、引張チャックは球状のユニバーサルで、自動的に位置合わせでき、さまざまな配置位置に適しています。
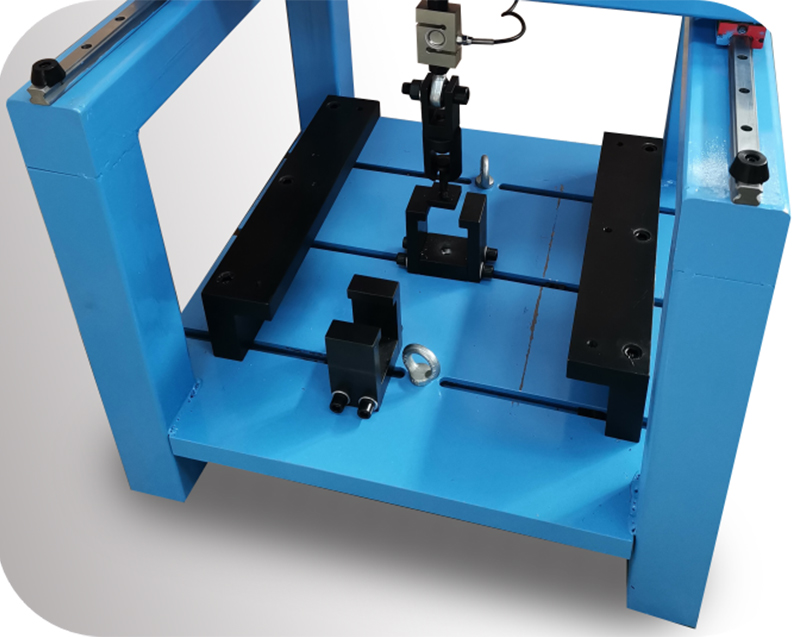
デバイスの右端には、デバイスの電源をオンまたはオフにするための [電源スイッチ] ボタンがあり、外部電源カバー プレートは赤 [緊急停止スイッチ]、緑 [電源インジケータ] です。
ホストの電源がオフになった後、[電源スイッチ] ボタンを回すと、システムの電源がオンになり、緑色の [電源インジケータ] ランプが点灯します。デバイスは実行できます。
緊急の場合は、赤色の[緊急停止スイッチ]を押してホストの電源を遮断します。
5. 取り付けと調整
5.1 機器をパッケージから取り出し、輸送中に衝突や損傷がないか確認します。
5.2 機器を固体プラットフォームまたはセメントプラットフォーム上に置き、水平位置になるようにレベルを調整します (水平度 0.2/1000)。
5.3 電源システムは 220VAC±10%/50Hz であり、信頼性の高い接地措置を講じるものとします。
6. 使用と操作
6.1 準備:
6.1.1 デバイスのすべてのケーブルを正しく接続し、電源を入れます。
6.1.2 5 分間予熱します。
6.1.3 試験力表示ウィンドウをゼロにクリアします。
6.2 仕様が異なる試験片の場合は、異なる治具を交換してください。
6.3 デバイス画面に各操作ボタンの概要と説明が表示されます
操作インターフェース図 (以下のとおり):

6.3.1 顔キーの機能:
液晶ディスプレイ: 力の値、ピーク、変位、速度、プロンプト、テスト曲線などを表示します。
LCD 画面はタッチ スクリーンで、LCD 画面上のテキストまたは画像をクリックすることでテストのすべての機能を完了できます。
6.3.2 詳細:
以下では、各画面の表示と機能を、ボタンの使用を交えて詳しく説明します。

これは、起動後、画面をクリックするか、任意のキーをクリックして直接入力した画面です。図 2 に示すように、次の画面が表示されます:

図 2 では、「引張試験」の前に * があり、現在選択されている試験方法が引張試験であることを示しています。
画面上の任意の行をクリックすると、対応するテストメソッドが選択されていることを示します。キーボードの
ここでは、「引張試験」が選択されていると仮定します。画面で [OK] をクリックするか、<テスト> キーを押して次のページに入ります。図 3 に示すように表示されます。

図 3 に示す図で、[テスト] をクリックするか、<テスト> キーを押して引張試験プロセスを開始し、設定された条件に従って自動的に終了します。力ボックス、変形ボックス、変位ボックスをそれぞれクリックして、実行力、変形、変位をクリアします。 「クリア」キーを押すと、力、変形、変位を同時にクリアします。 「クエリ」をクリックしてテスト結果をクエリし、

図 4 で、[速度を上げる] および [速度を下げる] をクリックして速度を変更します。<切り替え> ボタンと <印刷> ボタンでも速度を変更できます。
図 3 に戻り、画面の左上隅にある [設定] をクリックするか、<設定> を押して画面を図 5 に切り替えます:

図 5 で、[テスト方法の選択] をクリックして、図 2 に示す画面に切り替えます。
図 5 に戻り、[システム キャリブレーション] をクリックすると、図 6 に示すようにパスワードの入力を求められます:

パスワード 111 を入力し、[OK] をクリックして図 7 に入ります:
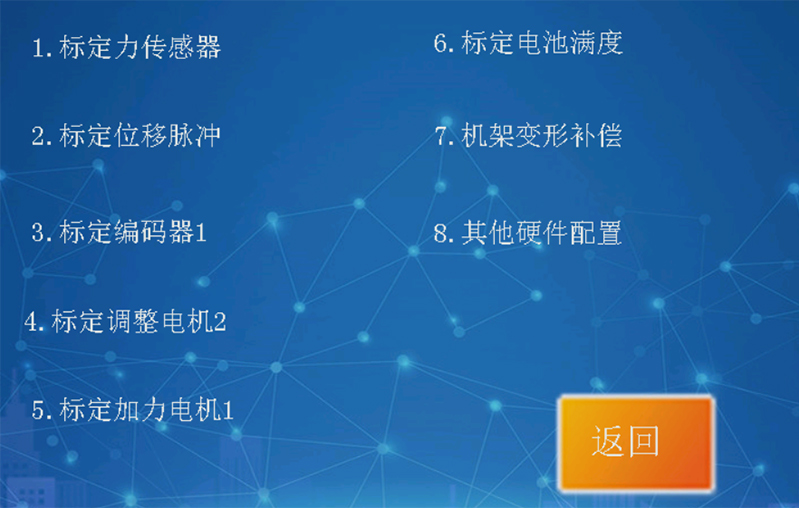
3 つのパラメータ: 力、変位、速度は使用前に校正する必要があります。校正しないと不正確になります。
これら 3 つのパラメータのうち、校正順序は、最初に変位、次に速度、最後に力である必要があります。
2 つの概念: 変位と変形。
変位とは、テスト ビームが移動する距離です。
変形とは、応力を受けた後の試験片の変形であり、変形は特殊な伸び計または変位によって測定できます。圧縮硬質フォームを例にとると、上部圧子の下降中、変位は増加し続け、試験片と接触する前の変形はゼロになります。試験片との接触後は変形量が増加し、変位も増加します。総変位から試験片接触前の空ストロークを差し引いたものが変形量となります。これが変位による変形を測定する基本原理です。
メイン コントロール ボードは、パルス 0、パルス 1、パルス 2 という 3 つのパルス入力チャンネルをサポートします。
パルス 0 は、回路基板上のモーター出力パルスに接続されています。ステッピング モーターまたは AC サーボ モーターの場合、モーター駆動パルスがあり、パルス 0 がカウントされ、パルス 0 はモーター回転のステップ数を反映します。モーターの回転によりビームが移動し、パルス 0 は変位に比例します。
パルス 1 とパルス 2 は、外部ピン入力を備えた完全な直交エンコーダ インターフェイスです。
[校正変位パルス] をクリックすると、図 8 が表示されます:

変位の測定には定規またはダイヤルインジケーターが必要です。
任意の速度を入力すると(速度が不正確で不要な場合)、モーターが上昇または下降してモーターが起動し、定規を基準として、ビームを一定の距離(20 mmなど)移動させ、測定値を表示します。パルス数を 2400 と仮定すると、標準長さが 20 に入力され、対応するパルス数が 2400 に入力され、保存をクリックすると変位校正が完了します。
エンコーダー 1 とエンコーダー 2 のキャリブレーションは同様であるため、再度説明しません。
図 7 で [Calibration Speed] をクリックすると、図 9 のように表示されます:
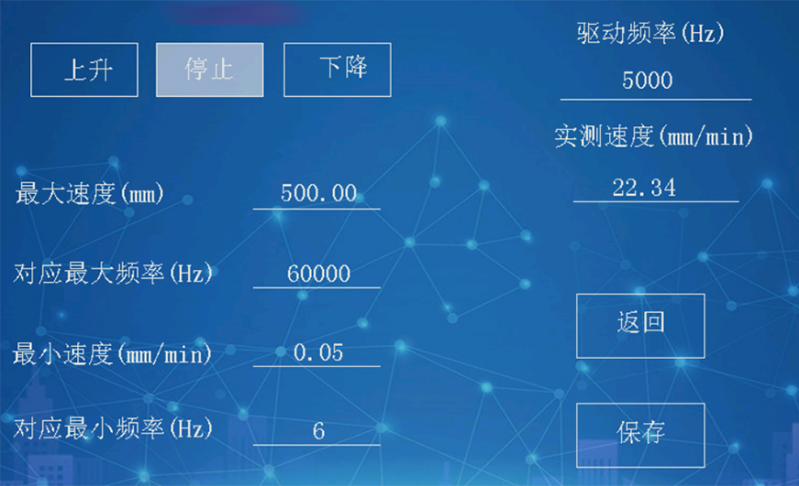
図 9 では、10000 などの任意の駆動周波数を入力し、上または下をクリックして、3 秒後の測定速度を確認します。測定速度がデバイスが必要とする最大速度よりも小さい場合は、駆動周波数を変更し、測定速度がデバイスが必要とする最大速度を超えるまで再試行します。駆動周波数が 64000 のとき、測定速度が 504 であると仮定します。
次に停止し、左側の 4 つの数字を入力します。最大速度は 504、最大周波数は 64,000 に対応します。最小速度は 0.05 (0.05 は 504 を 10000 で割った値)、対応する最小周波数は 6 ( 6 は 64,000 を 10000 で割った値です)。速度比は 1:10,000 で計算されます。
図 7 で [力センサーの校正] をクリックすると、図 10 のように表示されます:

図 10 では、標準的な動力計を準備し、まず力センサーの測定範囲に従って各点の力を入力します。センサーの測定範囲が 500N であると仮定すると、力点は 10、20、50、100、200、500 になります。 、力が上昇べき乗で配置されていることを確認する必要があり、6 番目の力はセンサーの測定範囲です。センサーにストレスがかかっていない場合は、<クリア>をクリックしてクリアしてください。力を増やし、標準ダイナモメーターを確認し、力が点に達したら、画面上の「キャプチャ」をクリックし、6 つの力点がキャプチャされたら、「保存」をクリックします。
図 7 で、[他の力センサーを調整する] をクリックすると、図 11 のように表示されます:

この機械は、交換可能な形式で別の 3 つの力センサーをサポートできます。校正方法は最初の力センサーと同様であるため、再度説明しません。
図 5 の「ヘルプ」をクリックすると、各接続の定義を中心としたヘルプ画面が表示されます。
図 2 でテスト メソッドを選択し、[設定] をクリックしてテスト メソッドのパラメータ設定ページに入ります。
これらのパラメータはセットアップ パラメータと呼ばれ、前のキャリブレーションで説明されたパラメータはキャリブレーション パラメータと呼ばれます。
校正パラメータは機器の精度を決定するために工場で設定されており、ユーザーは自由に変更できないため、パスワードで保護されています。設定パラメータは用途に応じてユーザーが変更することができます。これらのパラメータはデバイスの精度には影響しません。パスワードは必要ありません。
以下では、引張試験を例に挙げます。引張試験の設定パラメータを図12~図19に示します。
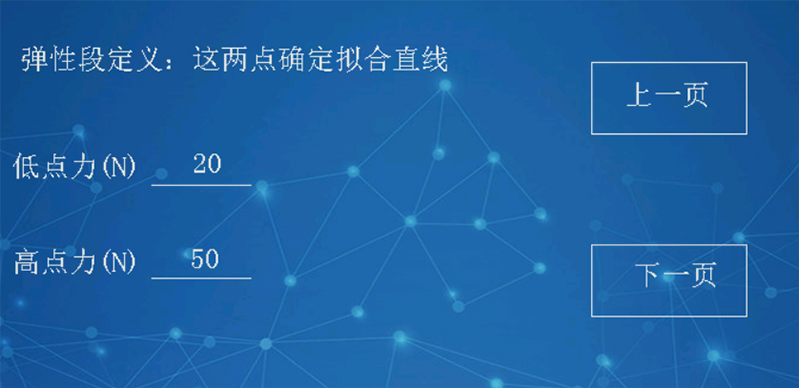
図 12
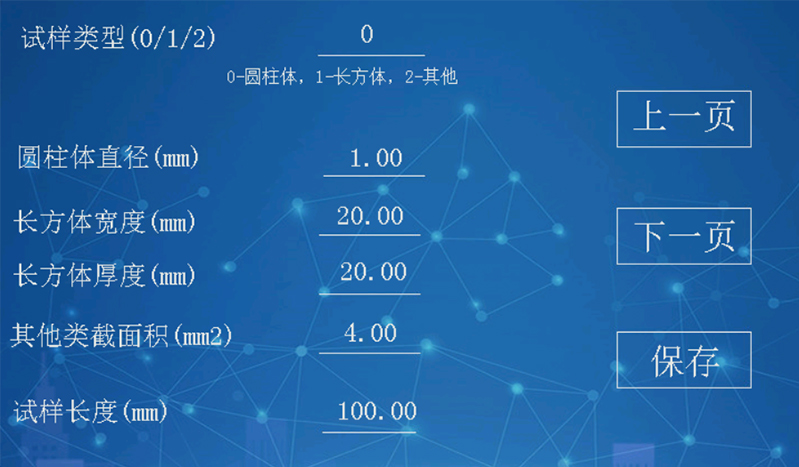
図 13
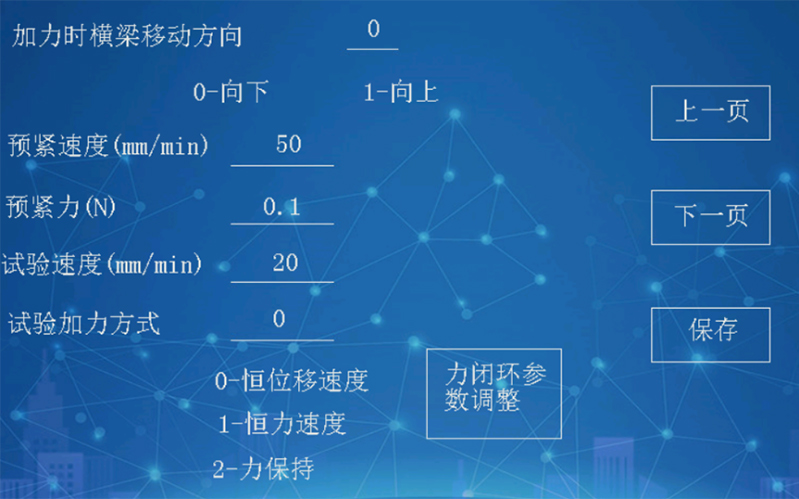
図 14
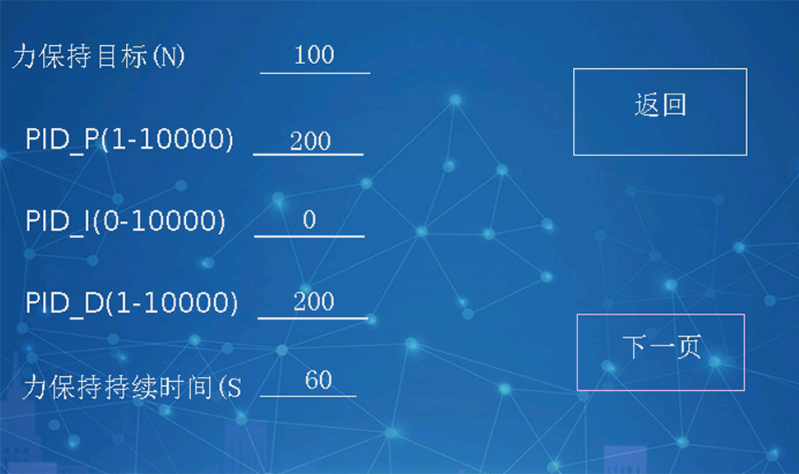
図 15
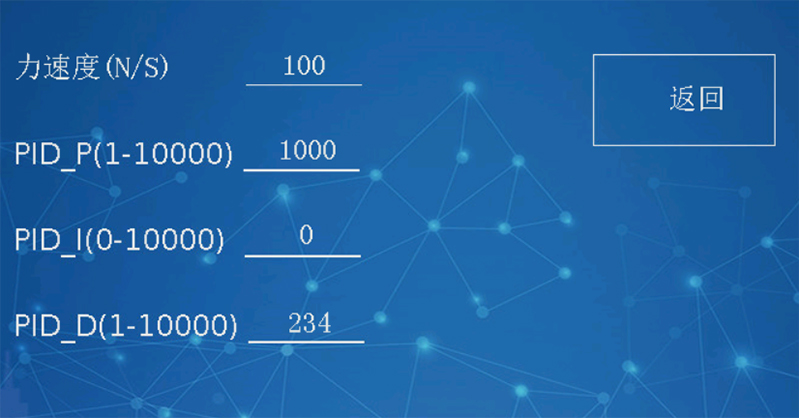
図 16
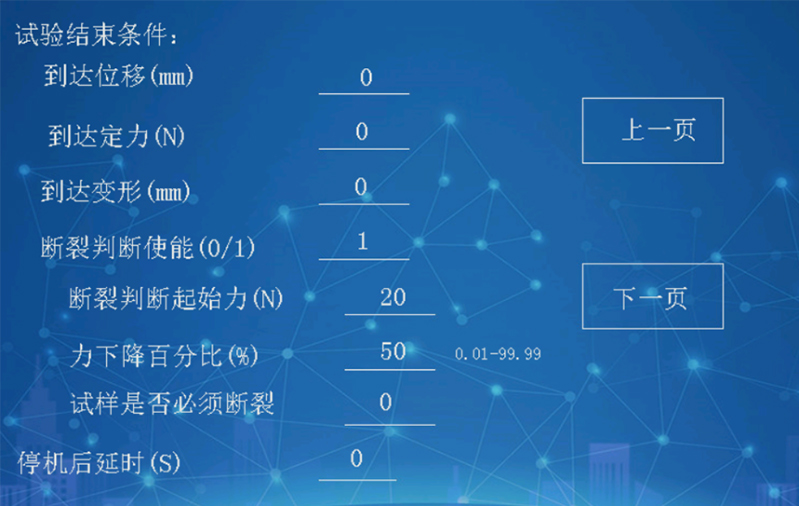
図 17
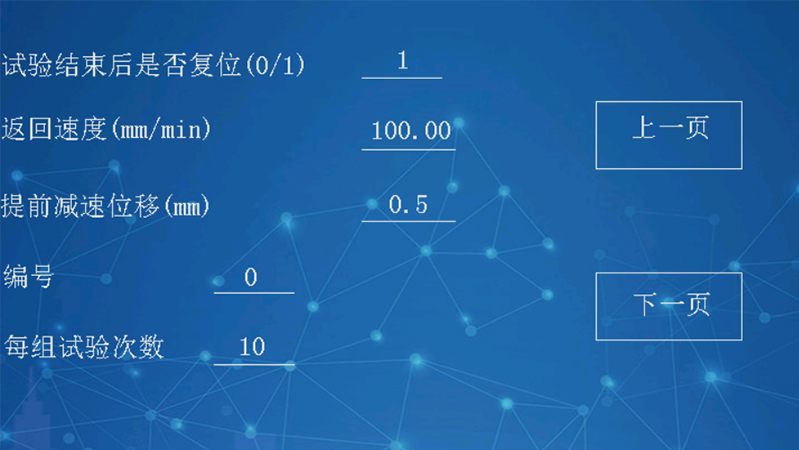
図 18
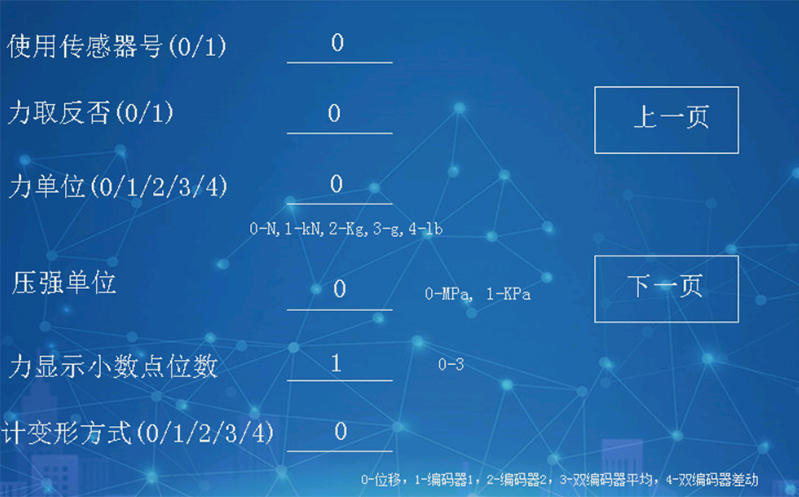
図 19
図 12 から図 19 では、パラメーターが設定されており、次のように説明されています。
サンプルの種類は 3 種類に分かれます。サンプル タイプが 0 の場合、直径パラメータは有効であり、システムは直径に従って断面積を自動的に計算します
サンプル タイプが 1 の場合、幅と厚さのパラメータは有効であり、システムは幅と厚さに応じて断面積を自動的に計算します。
サンプル タイプが 2 の場合、他のタイプの断面積が有効です。
力を断面積で割った値は強度に等しい。断面積は正しく、強度も適切です。
サンプルの長さは伸びの計算に使用されます。
弾性セグメントの最低点と最高点は、弾性係数の計算に使用されます (GB/T228-2010 を参照)。 2 つの価値のある特定のサイズはサンプルに関連しています。一般に、最低点は最大力の約 15%、最高点は最大力の約 30% に設定する必要があるため、試験前に最大力値を推定する必要があります。推定される最大力に応じて、この 2 点を設定します。 (コンピューター ソフトウェアはテスト プロセス全体を記録できるため、見積もる必要はありません)
Afterforce の移動方向 0- 下、1- 上
開始変位速度。力を加える方法が一定変位速度である場合、これがテスト速度です。
プリテンション力が 50N に設定されている場合、力が 50N のときにサンプルが真っ直ぐになることを意味し、変形計算の開始点はデフォルトで 0.1N です
力モード: 一定変位速度、ステッピング モーターおよび AC サーボ モーターは、デフォルトの力モードを提供できます。
一定の力速度。この方法では、力閉ループ アルゴリズムとも呼ばれる力フィードバックの使用が必要です。さまざまな力閉ループ アルゴリズムがあります。ここでは PID アルゴリズムを使用します。PID パラメータを設定する必要があります。あらかじめ。適切な PID パラメータを設定するプロセスは、PID パラメータ調整と呼ばれます。
図 14 の [閉ループ パラメータの強制調整] をクリックすると、図 20 が表示されます
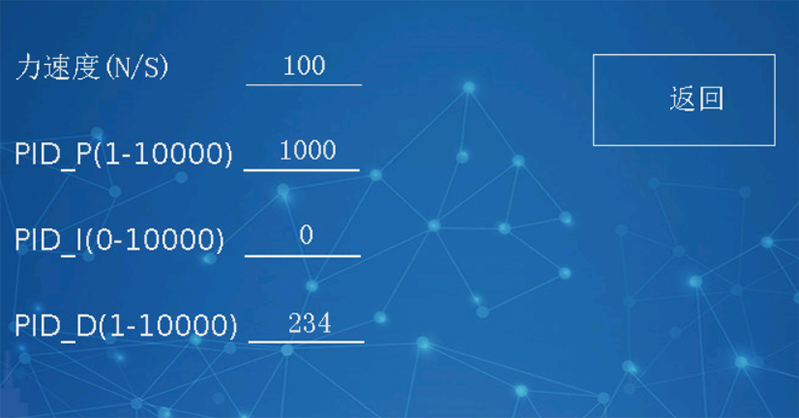
図 21 に示すように、定力メンテナンスにも PID アルゴリズムが使用されます。
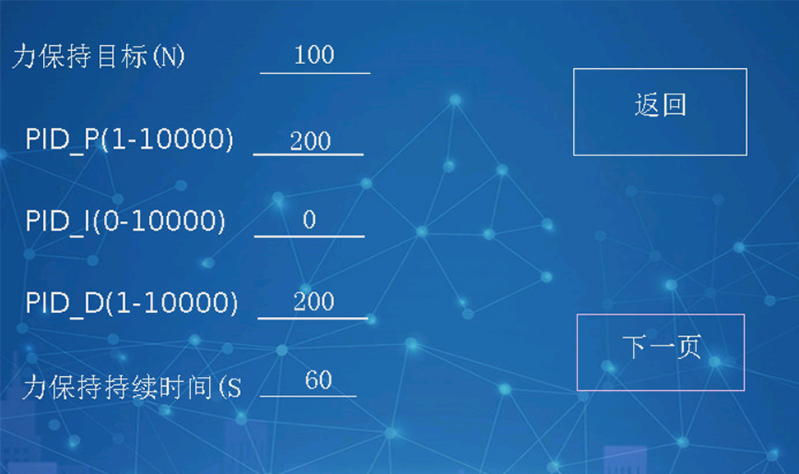
注: 引張試験では、一定力保持方法は機能せず、力保持試験でのみ機能します。
7. 予防措置
7.1 システムを初めて起動する前に、ケーブルと入力電源の精度を確認してください。電源は 220V±50Hz で、適切に接地されています。
7.2 テストの前に、テスト データの精度を確保するためにテスト パラメータを正しく設定してください。
7.3 テスト中は、正しい方法に従ってテストを行ってください。
8. 一般的な障害とトラブルシューティング
| したがって、外観はブロックされています | 原因と治療法 |
| デバイスの電源を入れてもディスプレイが表示されない | コントローラーの電源コード、安全装置、スイッチなど |
| 何も行動を起こさないでください | ホスト電源、安全装置、スイッチ、制御ケーブル |
| ロード後、試験力が表示されない | センサーは正しく接続されています |
| 力の安定性 | システムのアース ケーブルを確認します |
| 長音アラーム | センサーが過負荷になっているか、センサー線が壊れています |

































